Производство поливинилхлоридных (ПВХ) труб – это востребованная отрасль, требующая специализированного оборудования. В центре этого процесса – PPR трубы экструдер завод, обеспечивающий непрерывное и эффективное создание труб из ПВХ. Сегодня мы подробно разберем, на что обращать внимание при выборе экструдера, какие типы существуют, и как оптимизировать производственный процесс. Эта статья ориентирована на тех, кто планирует запуск нового производства, модернизацию существующего или просто хочет разобраться в особенностях экструзии ПВХ.
Обзор экструзионного производства ПВХ труб
Экструзия – это один из самых распространенных способов производства пластиковых труб. Процесс заключается в пропускании расплавленного полимера через фильеру, которая формирует трубу определенного сечения. Для ПВХ труб, особенно для PPR трубы экструдер завод, процесс требует тщательного контроля температуры, давления и скорости экструзии. Именно от этих параметров зависит качество и прочность готовой продукции. В отличие от других методов, экструзия позволяет производить трубы любой длины и диаметра, а также с различной степенью жесткости. Главное – правильно подобрать оборудование и технологические параметры.
Типы экструдеров для ПВХ труб
Существует несколько основных типов экструдеров, используемых для производства ПВХ труб. Наиболее распространенными являются:
- Встреточный экструдер (Westerman extruder): Этот тип экструдера является наиболее распространенным и хорошо зарекомендовавшим себя. Он обеспечивает равномерную экструзию и позволяет производить трубы с высокой точностью размеров. Он идеально подходит для производства PPR трубы экструдер завод с различными диаметрами и толщинами стенок.
- Погружной экструдер (Plunge extruder): В этом типе экструдера фильера погружается в протяженный канал, что позволяет производить трубы очень большой длины. Однако этот тип экструдера менее точен, чем встреточный.
- Экструдер с переменным диаметром отверстия (Variable diameter die extruder): Этот тип экструдера позволяет производить трубы с переменным диаметром. Это может быть полезно при производстве труб с утяжелением или с различными секциями.
Выбор типа экструдера зависит от планируемого объема производства, требуемого качества труб и бюджета.
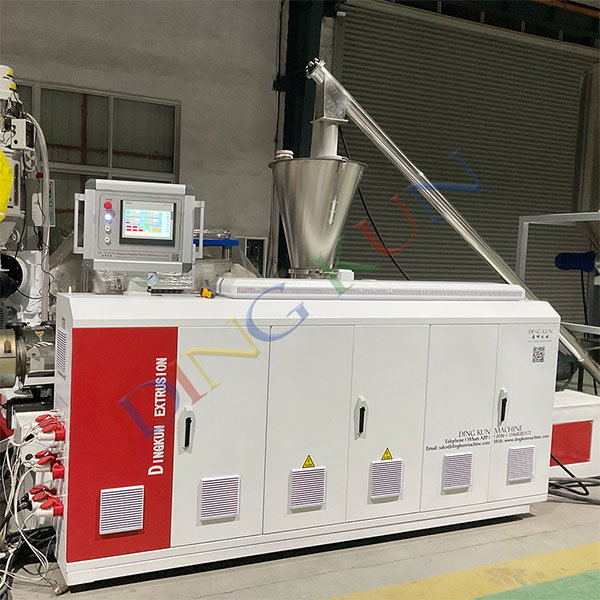
Основные компоненты экструзионной линии для ПВХ труб
Помимо экструдера, для производства ПВХ труб требуется целый комплекс оборудования. Вот основные компоненты экструзионной линии:
- Экструдер: Основной компонент, отвечающий за плавление и экструзию полимера. (Мы уже обсуждали типы экструдеров выше).
- Система охлаждения: Обеспечивает быстрое охлаждение трубы после экструзии, что позволяет сохранить ее форму и прочность. Обычно используется система с водой или воздухом.
- Система протяжки: Протягивает трубу через систему охлаждения и формирует ее форму.
- Универсальная протяжка (Universal Haul-off Unit): Используется для поддержания постоянной скорости протяжки трубы и контроля ее диаметра. Обеспечивает стабильность процесса и высокое качество продукции. Обычно оснащается системой автоматического регулирования натяжения.
- Нарезной стол (Cutting table): Нарезает трубу на заданные длины.
- Система управления (Control system): Управляет всеми параметрами экструзионного процесса, такими как температура, давление, скорость экструзии и скорость протяжки. Современные системы управления часто оснащены функцией автоматической диагностики и контроля качества.
Важно отметить, что качественная система охлаждения и протяжки играют ключевую роль в обеспечении высокой производительности и качества готовой продукции. Например, правильная установка и настройка универсальной протяжки позволит избежать деформации трубы и обеспечить ее ровные края.
Факторы, влияющие на качество ПВХ труб
Качество ПВХ труб зависит от множества факторов, включая:
- Качество используемого сырья: Используйте только высококачественный ПВХ, соответствующий требованиям ГОСТ или другим стандартам. Некачественный сырье может привести к дефектам труб, таким как трещины, пористость и снижение прочности. Например, использование некачественного пластификатора может значительно снизить долговечность трубы.
- Точность контроля температуры: Температура экструзии должна быть строго контролируемой, чтобы обеспечить равномерное плавление полимера и избежать образования дефектов.
- Давление экструзии: Давление экструзии должно быть достаточным для преодоления сопротивления полимера и обеспечения равномерной экструзии.
- Скорость экструзии: Скорость экструзии должна быть оптимальной для обеспечения равномерной формы трубы и предотвращения ее деформации.
- Качество системы охлаждения: Быстрое и равномерное охлаждение трубы после экструзии помогает сохранить ее форму и прочность.
Не пренебрегайте регулярным техническим обслуживанием оборудования. Регулярная чистка экструдера и других компонентов экструзионной линии поможет избежать проблем и продлить срок службы оборудования. Например, очистка фильеры от остатков полимера предотвращает образование дефектов в трубах.
Производственный процесс: от сырья до готовой продукции
Производственный процесс ПВХ труб выглядит следующим образом:
- Подготовка сырья: ПВХ порошок смешивается с пластификаторами, стабилизаторами и другими добавками.
- Плавление полимера: Смесь сырья подается в экструдер, где она плавится под воздействием высокой температуры.
- Экструзия: Расплавленный полимер проходит через фильеру, формируя трубу.
- Охлаждение: Труба охлаждается в системе охлаждения.
- Протяжка: Труба протягивается через систему протяжки, которая формирует ее окончательную форму и контролирует ее диаметр.
- Нарезка: Труба нарезается на заданные длины.
- Контроль качества: Готовые трубы проходят контроль качества, чтобы убедиться в их соответствии требованиям.
Автоматизация производственного процесса позволяет значительно повысить производительность и снизить затраты. Современные системы управления позволяют контролировать все параметры экструзии и автоматизировать процессы нарезки и упаковки.
Оптимизация производственного процесса для повышения эффективности
Повышение эффективности производства ПВХ труб – это постоянный процесс, требующий анализа и оптимизации всех этапов. Вот несколько советов по оптимизации:
- Использование энергоэффективного оборудования: Выбор энергоэффективного экструдера и другого оборудования позволяет значительно снизить затраты на электроэнергию.
- Оптимизация технологических параметров: Тщательная оптимизация температуры, давления и скорости экструзии позволяет повысить производительность и снизить расход сырья.
- Автоматизация производственного процесса: Автоматизация позволяет снизить затраты на рабочую силу и повысить точность процесса.
- Регулярное техническое обслуживание оборудования: Регулярное техническое обслуживание помогает избежать поломок и продлить срок службы оборудования.
Например, применение систем рекуперации тепла может значительно снизить затраты на отопление и повысить энергоэффективность производства.
ООО Циндао Динкун Пластмассы Оборудование (https://www.dingkunmachine.ru/) предлагает широкий спектр оборудования для производства ПВХ труб, включая экструдеры различной мощности и конструкции. У них вы можете найти подходящее решение для вашего производства и получить квалифицированную консультацию.